
Titanium CNC Machining Vietnam:
Grade 2 & Grade 5 Ti-6Al-4V to ±0.005mm
Titanium is not a forgiving material. Work hardening happens fast, heat concentrates at the cutting edge, and tool wear accelerates in a way that catches underprepared shops off guard. The result: scrapped parts, missed tolerances, and frustrated buyers who assumed any CNC shop could handle it.
This article covers how VNcontX machines titanium alloys correctly — the specific grades we run, the process controls we apply, and what buyers sourcing machining titanium from Vietnam should actually verify before placing an order.
±0.005mmStandard Tolerance |
Ra 0.8μmSurface Finish |
Cpk ≥1.67Process Capability |
7–12 DaysLead Time |

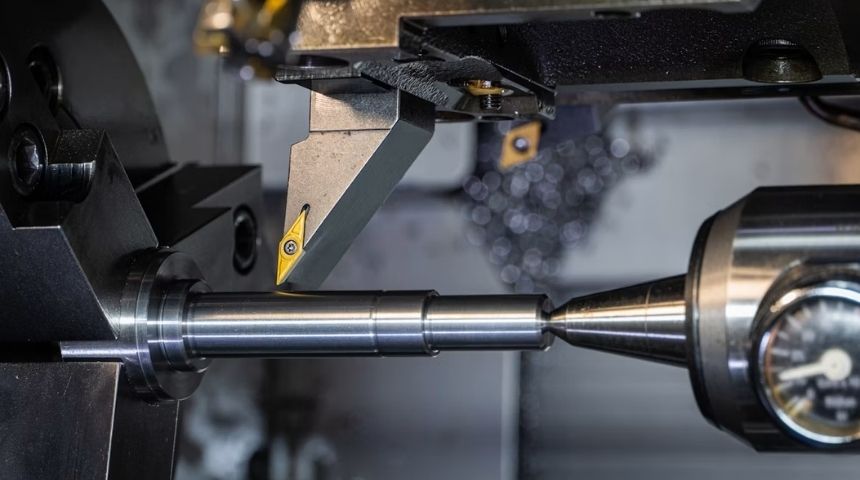
CNC turning center — precision shaft being machined between chuck and live center. The same setup is used for titanium Grade 2 and Grade 5 turning at VNcontX.
Titanium Grades We Machine — and Why Grade Selection Matters
Not all titanium behaves the same at the cutting edge. Before reviewing any machining quote, confirm your supplier specifies which grade they have verified process data for — not just “titanium.”
Applications: Marine fittings, chemical processing components, medical implant hardware where bio-compatibility matters more than strength.
Machinability note: More ductile than Grade 5 — prone to built-up edge on the tool. Requires sharp uncoated carbide or PCD tooling. At VNcontX: flood coolant + controlled chip-breaking strategies eliminate BUE without work hardening the surface.
Our tolerance on Grade 2: ±0.005mm standard | ±0.003mm precision bore/shaft fits
Applications: Aerospace structural brackets, orthopedic implants, motorsport uprights, subsea hardware.
Machinability note: 6% aluminum + 4% vanadium creates a high-strength, low-thermal-conductivity alloy. Heat stays in the cut — not in the workpiece — only if feed rates and depth of cut are dialed in correctly. We run Grade 5 on the DMG Mori 5-axis with through-spindle coolant at 70 bar.
Our tolerance on Grade 5: ±0.005mm standard | ±0.003mm on bore fits
We also run Grade 23 (Ti-6Al-4V ELI) for medical implant applications where oxygen and iron content must meet ASTM F136. Material certification with heat lot traceability is included at no additional charge.
Buyer check: When requesting titanium machining quotes from any supplier, ask: “Do you have documented cutting parameters and tool life data for this specific grade?” A supplier who pauses at that question is telling you something important.
Four Reasons Titanium Machining Fails — and How We Prevent Each
Titanium has a thermal conductivity roughly 6× lower than aluminum. Most heat generated during cutting transfers into the tool, not the workpiece or the chip. That single fact drives every challenge below.
1. Heat Concentration at the Cutting Edge
What goes wrong: Tool edge temperature exceeds 600°C → rapid crater wear → dimensional drift mid-batch.
Our control: Through-spindle coolant at 70 bar delivers fluid directly to the cutting zone. We verify cutting temperature indirectly via tool wear inspection every 20 parts — any anomaly triggers a tool change before tolerances are affected.
3. Chatter on Thin-Wall Features
What goes wrong: Titanium’s low damping capacity + high strength = chatter at wall thicknesses below 1.5mm. Chatter leaves surface waviness that fails Ra requirements.
Our control: Adaptive toolpath strategies on the DMG Mori reduce radial engagement on thin walls. We use back-boring and climb milling exclusively for final passes. Minimum supported wall: 0.8mm (Grade 5).
2. Work Hardening Under the Cut
What goes wrong: Rubbing instead of cutting — caused by a dull tool, insufficient feed, or incorrect depth of cut — cold-works the subsurface layer. Subsequent passes then cut hardened material, creating a cycle of increasing tool load and surface damage.
Our control: Positive-geometry PVD-coated carbide inserts, minimum chip thickness ≥0.05mm per edge. We do not “feather” the final pass on titanium.
4. Springback on Close-Tolerance Features
What goes wrong: Titanium’s elastic modulus (~114 GPa) means parts spring back slightly after clamping force is released. Bores measured in-machine read in-spec; parts measured on a CMM after unclamping do not.
Our control: All final bore and shaft measurements are taken on the Zeiss Contura CMM with zero clamping force. Machining stock allocation accounts for elastic recovery per feature. Results are documented in the FAI CMM report delivered with every order.
Titanium Machining Process at VNcontX — Step by Step
Titanium orders follow a tighter sequence than aluminum or stainless. Every step below is documented and traceable to the FAI package you receive at first article.
-
1DFM Review — Before Programming BeginsOur engineer reviews your 3D file and 2D drawing for features that are difficult in titanium: deep pockets (depth:width >3:1), sharp internal radii (<0.5mm), thin walls, thread callouts in Grade 5. We flag issues and propose alternatives before any material is cut. Turnaround on DFM feedback: <24h.
-
2Material Verification — Certificate + PMIEvery titanium billet arrives with a mill certificate. For aerospace or medical orders, we perform positive material identification (PMI) using XRF before the material enters the machine. Grade 5 billet is sourced from certified suppliers with DFARS compliance available on request.
-
35-Axis Roughing + Thermal StabilizationRoughing removes bulk material in aggressive passes with through-spindle coolant. Parts are then removed from the fixture and allowed to thermally stabilize at room temperature (minimum 2 hours) before semi-finishing. This eliminates thermal growth error in critical dimensions.
-
4Semi-Finish + In-Process CMM CheckAfter semi-finishing, we run an in-process CMM check on the first part of each setup. If any dimension is outside control limits (not just tolerance limits — we use ±50% of tolerance as the control limit for titanium), we adjust before finishing.
-
5Finish Pass + Surface MeasurementFinish passes use fresh tooling. Surface roughness is measured on a Mitutoyo SJ-210 profilometer. Ra 0.8μm is standard; Ra 0.4μm fine finish is available on critical surfaces (callout required on drawing).
-
6100% FAI with CMM ReportEvery titanium order — regardless of quantity — receives a first article inspection. The Zeiss Contura CMM report covers all callout dimensions. The report is sent as a PDF with your shipment notification, before the parts leave Ho Chi Minh City.
Titanium Machining Capabilities — Technical Specifications
| Capability | Specification |
|---|---|
| Grades | Grade 2 (CP Ti) | Grade 5 (Ti-6Al-4V) | Grade 23 (Ti-6Al-4V ELI) |
| Tolerances | ±0.005mm standard | ±0.003mm precision | per GD&T callout |
| Surface Finish | Ra 0.8μm standard | Ra 0.4μm fine (callout on drawing) |
| Max Part Size | 650 × 500 × 400mm (5-axis) | Turning: Ø300mm × 600mm |
| Min Feature | Bore Ø2mm | Wall 0.8mm | Thread M3 × 0.5 |
| Machines | DMG Mori 5-axis (through-spindle coolant 70 bar) | Mazak QT turning center |
| Inspection | Zeiss Contura CMM | Mitutoyo profilometer | XRF PMI |
| Post-Processing | Passivation (ASTM A967) | Electropolish | Bead blast | Anodize (Ti anodize on request) |
| Documentation | Mill cert | PMI report | CMM FAI report | Packing list + COC |
| Lead Time | 7–12 days standard | 5–7 days expedited | 3–5 days FAI samples |
| Certification | ISO 9001:2015 | OTD 98.4% |
CNC turning with carbide insert — controlled chip formation is critical when machining titanium to prevent work hardening. VNcontX uses positive-geometry PVD-coated inserts on all Grade 5 operations.
Titanium vs Stainless Steel vs Aluminum — When to Specify Ti
Most buyers reach the “titanium machining” question after ruling out aluminum (not strong enough, wrong corrosion profile) and stainless steel (too heavy, magnetic, or too difficult to machine at volume). The table below covers the decision criteria that matter in practice — not datasheet abstractions.
| Property | Titanium Gr.5 | 316L Stainless | 6061-T6 Aluminum |
|---|---|---|---|
| Density (g/cm³) | 4.43 — lightest structural metal after Al | 7.98 — 80% heavier than Ti | 2.70 — lightest of three |
| Tensile Strength (MPa) | 950–1,100 | 485–620 | 290–310 |
| Strength-to-Weight Ratio | Highest of three | Mid | Good, but low absolute strength |
| Corrosion in Seawater | Excellent — passive TiO₂ layer | Good (316L) — can pit in high-Cl⁻ | Fair — requires anodize coating |
| Biocompatibility | Highest — ASTM F136 for implants | Acceptable (316L) — not preferred for implants | Not used for implants |
| Magnetic | Non-magnetic | Non-magnetic (austenitic) | Non-magnetic |
| Machinability (relative) | Difficult — requires process control | Moderate — work hardens | Easiest — lowest cost to machine |
| Typical Use Case | Aerospace brackets, ortho implants, subsea, motorsport | Food equipment, marine hardware, chemical processing | Enclosures, heat sinks, general structural parts |
| Relative Machining Cost | 3–4× vs 6061-T6 | 1.5–2× vs 6061-T6 | Baseline |
When titanium is the right call: Specify Ti when you need the highest strength-to-weight ratio, saltwater corrosion resistance comparable to platinum, or biocompatibility for implantable devices. If your part doesn’t need all three of those properties simultaneously, aluminum or stainless is likely a more cost-effective choice. Ask us if you’re unsure — we’ll tell you straight.

Batch of precision-turned parts with internal threaded bores — production titanium machining at VNcontX. Every batch receives 100% CMM inspection before shipment.
VNcontX vs Typical Vietnam CNC Shop — What Actually Differs
Vietnam has hundreds of CNC shops. Most can machine aluminum. Far fewer have the equipment and process discipline to hold ±0.005mm on titanium Grade 5 consistently. This table covers the verification points buyers should check before committing a titanium program to any supplier.
| Capability / Process Point | VNcontX | Typical VN Shop |
|---|---|---|
| Through-spindle coolant | ✓ 70 bar — DMG Mori | ✗ Flood coolant only |
| CMM Inspection every order | ✓ Zeiss Contura — report included | ✗ Manual gauge / spot check |
| Positive Material ID (PMI / XRF) | ✓ Every titanium order | ✗ Mill cert only (no verification) |
| Grade 23 Ti-6Al-4V ELI available | ✓ | ✗ Grade 5 only (if any Ti at all) |
| DFARS documentation | ✓ On request | ✗ Not available |
| Thread milling for small Ti threads | ✓ M3–M6 thread milled as standard | — Conventional tap (high breakage risk) |
| Thermal stabilization between ops | ✓ 2hr minimum, documented | ✗ Not in process |
| Cpk reporting | ✓ Cpk ≥1.67 target per feature | ✗ Pass/fail only |
| DFM feedback before cutting | ✓ <24h turnaround | — Varies |
| ISO 9001:2015 certification | ✓ | — Many are not certified |
This comparison is not to say other shops can’t make titanium parts. It’s to clarify what “making titanium parts” actually requires at ±0.005mm with aerospace and medical traceability. The gap is in process discipline, not equipment alone.
Shipping Titanium Parts from Ho Chi Minh City
VNcontX is located in Bình Chánh District, Ho Chi Minh City — 22km from Cat Lai Port and under 25km from Tan Son Nhat Airport. Titanium parts for aerospace and medical customers typically ship air freight due to part value and weight.
Air freight to LAX: 2–3 business days. Air freight to SYD: 3–4 business days. Sea freight (West Coast USA): 18–22 days.
Vietnam’s EVFTA agreement means titanium components exported to EU member countries face 0% import tariff. US buyers benefit from Section 301 exclusions that apply to Vietnamese-manufactured goods — unlike equivalent parts sourced from China, which carry 25–145% additional tariffs depending on HTS classification.
Titanium Machining — Common Questions
Ready to Machine Titanium?
Send your STEP file and drawing. We return a detailed quote — with DFM notes — in under 24 hours. Grade 2, Grade 5 Ti-6Al-4V, Grade 23 ELI. ±0.005mm. ISO 9001. 100% FAI.
| Request a Technical Quote → | Talk to an Engineer → |
Direct line: (+84) 906 214 789 · duc.nguyen@vncontx.com